Сварка полипропиленовых труб своими руками: как правильно сваривать трубы из полипропилена

Сварка полипропиленовых труб: что это?
Самая важное свойство полипропилена — повышенная жесткость, невозможность изгиба. Благодаря данному качеству они и завоевали популярность. По этой причине для систем с различной конфигурацией промышленность выпускает широчайший ассортимент таких же фитингов. Это муфты, обходы, переходники, тройники, уголки и пр.
Главное условие для успеха операции — совпадение параметров (диаметра, толщины стенок) соединяемых элементов. С трубами эти фитинги соединяют с помощью пайки, или сварки. Оба элемента разогревают до температуры плавления и быстро, в горячем состоянии, состыковывают. Через 5-10 секунд их оставляют охлаждаться. В результате несложных действий получается абсолютно герметичное соединение.
При сварке используется диффузия материала, из-за которой происходит реполимеризация — процесс, при котором обе детали превращаются в одно целое, в монолит. На температуру нагрева влияет диаметр и толщина стенок стыкуемых деталей, а также материал, из которого сделан армирующий слой. Чтобы была возможность соединить полипропилен с металлом, выпускают комбинированные фитинги. Одна их часть металлическая, имеющая резьбу, другая сделана из полимера.
Общие понятия
Если вам нужна инструкция о том, как паять полипропиленовые трубы, то будем считать, что вы уже изучили все характеристики данного материала, так что этот момент досконально мы описывать не будем.
Основную же информацию о ПП трубах все же рассмотрим, дабы какой-то момент процесса пайки не стал для вас чем-то неожиданным.
Свойство полипропилена
Полипропилен представляет собой продукт полимеризации 2 газов — этилена и пропилена. Они смешиваются в определенном соотношении. В итоге удается получить гранулы, из которых изготавливают трубы. Это делают экструзионным способом.
Характеристики материала приведены в таблице:
| Показатель | Значение |
| Рабочий диапазон температур | -10 — +90 градусов |
| Температура плавления пластика | 149 градусов |
| Номинальное давление | 1,5-2,5 атмосфер |
Указанные характеристики подходят для холодного водопровода. Благодаря армированию стекловолокном или алюминием удается получить изделия, которые годятся для батарей и горячего водоснабжения.
Термоустойчивость
Полипропилен начинает размягчаться, меняя свою форму, при достижении 140 ºC. Тем не менее, производители маркируют свои трубы и фитинги, указывая предельную температуру всего лишь 95 ºC. Как уже оговаривалось во многих статьях, использовать полипропиленовые трубы на теплотрассах нежелательно.
Если ваше место жительства располагается в регионах Крайнего Севера, и в зимнее время из крана с горячей водой вы часто наблюдаете выходящий пар, то лучше всего вместо ПП труб использовать трубы из меди или оцинковки.
Тепловое удлинение
В процессе нагрева полипропилен значительно увеличивает свои линейные размеры. Трубы в системе из такого материала на больших прямых отрезках начинают волнообразно провисать. Если толстый отопительный стояк из ПП установлен между перекрытиями и ограничен толстыми соединительными фитингами, то образующиеся напряжения могут стать причинами появления больших неприятностей.

В подобных ситуациях начинающий мастер может испытать осложнения с пайкой труб из полипропилена.
Профессиональные же мастера могут воспользоваться одним из нескольких решений:
- Как вариант, вместо ПП труб можно взять армированную разновидность. У армированного полипропилена коэффициент теплового удлинения в 5 раз меньше. Кроме того, такие трубы могут функционировать в условиях более высокого давления.
- Прибегнуть к использованию компенсаторов. Они представляют собой П-образные изгибы ровного отрезка трубы. Благодаря своей эластичности, полипропилен удлиняется, и остается при этом ровным ввиду того, что ножки у П-образного компенсатора немного сближаются.
Армирование
Метод пайки полипропиленовых труб будет зависеть от типа армирования или его отсутствия:
- При армировании стекловолокном способ пайки труб будет таким же, как и в случае пайки трубы без армирования.
- Если у трубы присутствует армирование слоем алюминия, то перед процессом пайки трубы понадобится зачистить при помощи специального шейвера.

Трубы, у которых армирующий слой расположен между двумя слоями полипропилена, зачищают торцевателем. В таком инструменте узкий нож располагается со стороны торца.
Лучше обратить внимание именно на армированные трубы, если вы планируете сконструировать систему водопровода, по которой будет подаваться горячая вода. Если же использовать ПП трубы для систем с транспортированием холодной воды, то вы лишь затратите больше денежных средств, пользы в таком случае просто нет.
Технология пайки
Ниже опишем, как правильно, и при какой температуре спаивать полипропиленовые трубы:
- Для начала нужно отмерять и отрезать требуемый кусок трубы. Дополнительно нужно набавить 14-25 мм, которые войдут в фитинг.
- Теперь в паяльник вкручиваем нужную насадку и включаем его для нагрева. Этот процесс займет несколько минут – это время определяет мощность паяльника.
Самые простые паяльники могут паять только полипропилен – в них не предусмотрена корректировка температуры. Универсальные же способны паять и легкоплавкий полиэтилен, в них возможна регулировка температуры от 260 до 280 ºC.

- Далее снимаем фаску с наружной поверхности трубы, алюминиевое армирование зачищаем шейвером.
Для зачистки трубу с наружным армированием нужно вставить в инструмент и провернуть пару раз, если же армирующий слой располагается внутри, то инструмент нужно будет прижать к торцу трубы и с небольшим усилием провернуть.
- Насаживаем трубу на широкую насадку, а фитинг на узкую. Потребуется несколько секунд, чтобы под действием температуры поверхности деталей расплавились, и они продвинулись по насадкам на пару сантиметров. Ждем еще несколько секунд, снимаем детали с насадок, и вставляем трубу в фитинг. Держим неподвижно секунд 10, после чего можно считать, что соединение готово.
Наглядно о процессе спаивания труб можно узнать, посмотрев видео, которые присутствуют в сети интернет.

Приведем несколько полезных советов для новичков, которые облегчат для них процесс пайки:
- Снятие фаски с труб нужно проводить в любом случае. Если зачистки фаски нет с внутренней части фитинга, то снимите ее сами, иначе в процессе размягчения пластика существует большой риск задрать пластик при вставке в нее трубы.
- При введении трубы в фитинг нельзя ее проворачивать. Это в значительной степени ухудшит качество соединения.
- Трубу и фитинг в процессе расплавления с усилием нужно вставить на насадки до упора. При стыковке, окончание трубы должно привариться к фитингу. В особенности это касается полипропиленовых труб с алюминиевым армированием.
- После пайки тефлоновое покрытие насадок протирайте грубой тканью, но не металлическими предметами.
Надеемся, вы разобрались в том, как паять ПП трубы, и что для этого нужно. Удачных вам ремонтных работ!
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.

Специфика пайки труб из полипропилена
Сварка полимерных изделий выполняется с использованием технологии, которая реализуется благодаря применению свойств материалов. Полипропилен отличается пластичностью. Однако такое свойство изделия из ПП приобретают при изменении температуры. Ее повышение до некоторого уровня способствует размягчению материала.
Остывание разогретого стыка трубы тоже происходит быстро. По этой причине время пайки/спайки сокращается. Если выполнять действия по соединению коммуникаций медленно, качество стыка снижается. В этом случае сложно обеспечить герметичность шва.

Раструбное или муфтовое соединение 
Пайка полипропиленовых труб и фитингов 
Крепление для запорной арматуры 
Стыковая пайка труб большого диаметра
Сварка труб из полипропилена возможна благодаря свойствам этого материала. Температура плавления – от +149°С. Для пайки полипропилена используют паяльники. Они обеспечивают прогрев изделий из ПП до уровня +320°С, однако в домашних условиях применяется менее интенсивный режим работы (до +300°С).
Нельзя воздействовать на трубы ПП источником тепла, прогретым до критических температур. Также не рекомендуется слишком долго воздействовать на трубу паяльником. В таких условиях материал теряет свойства, изделия в результате сомнутся.
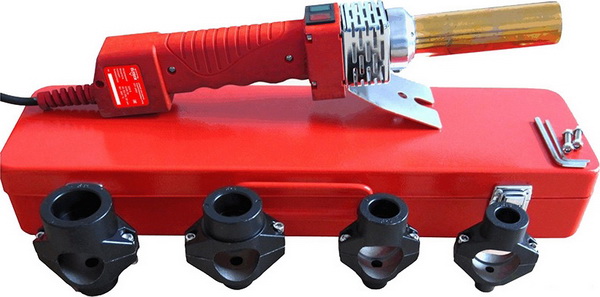
Характеристики и комплектация паяльников
Паяльник для пропиленовых труб по своей конструкции и принципу действия аналогичен обыкновенному утюгу, отличается только формой и назначением.
Основные детали — это терморегулятор и мощный нагревательный элемент, а также эргономичная ручка, подставка и сменные насадки для разных диаметров труб.
рморегулятор обеспечивает поддержание определенной температуры, поскольку перегретый или недогретый полипропилен не позволит обеспечить качественное соединение в процессе пайки. Еще одно назначение терморегулятора — защита от перегрева нагревательного элемента. По своему исполнению нагревательный элемент бывает двух видов — круглый (насадки нанизываются на него) и плоский в виде подошвы утюга с отверстиями для крепления насадок. Второй вариант более популярен.
Насадки под разные диаметры труб идут в комплекте, причем их количество может быть разным для разных наборов, здесь уже выбирать вам. При необходимости их можно купить отдельно. Насадки имеют специальное покрытие, которое предотвращает прилипание полипропилена. В некоторых наборах имеются и специальные ножницы для резки пропиленовых труб. Это необходимый инструмент для монтажа, поэтому если в вашем комплекте их нет, то нужно обязательно приобрести. Как правило, паяльник продается в удобном металлическом чемоданчике для транспортировки и хранения всех его деталей.
Устройство и принцип работы инструмента для сварки полипропилена
Сегодня производством оборудования для соединения пластиковых труб занимаются многие отечественные и зарубежные компании, которые стараются сделать его максимально удобным и эффективным в работе. Для этого паяльники оснащаются дополнительными функциями, изменяется их внешний вид, расположение рукояток и способы крепления насадок. Однако основные элементы и узлы остаются те же (рис. 1):
- терморегулятор;
- нагревательный элемент (ТЭН);
- корпус с рукояткой;
- насадки.
По принципу функционирования аппарат для сварки полипропиленовых труб напоминает обычный утюг. Сначала ТЭН нагревает плиту. Она отдает свое тепло насадкам, которые прогревают пластик до определенной температуры, благодаря чему достигается требуемая его вязкость. За всем этим процессом наблюдает терморегулятор, с помощью которого температура нагрева поддерживается в заданных рамках.
От стабильности работы терморегулятора напрямую зависит надежность соединения полипропилена. Обычно недорогие паяльники оснащаются некачественными терморегуляторами. Это приводит к тому, что в процессе сварки пластик перегревается или недогревается. В результате вы получаете плохое соединение. Поэтому на покупке паяльника экономить не стоит. Выбирая инструмент для пайки полипропилена, необходимо отдавать предпочтение оборудованию с плавной регулировкой температуры и точной градуировкой.
Как выбрать утюг для сварки полипропиленовых труб
При покупке инструмента для пайки полипропилена особое внимание следует обращать на такие характеристики:
- мощность;
- набор насадок;
- комплектацию;
- фирму-производителя.
Мощность является основной технической характеристикой паяльника, от которой зависит максимальный диаметр соединяемых элементов, а также время их нагрева, а соответственно, и скорость проведения сварочных работ. Однако следует учесть, что при покупке инструмента не нужно гнаться за мощностью, так как с ее увеличением возрастает и цена на оборудование.
Выбирая прибор для пайки труб из полипропилена по мощности, необходимо диаметр соединяемых элементов умножить на 10.
В результате вы получите значение минимальной мощности инструмента. Например, если при конструировании отопительной системы вам требуется соединить трубы с сечением 40 мм, то в этом случае нужно приобрести паяльник мощностью не менее 0,4 кВт. Для проведения ремонтных работ у себя в квартире или частном доме достаточно будет мощности утюга в 0,7 кВт. Если же вы планируете использовать паяльник в профессиональных целях, когда диаметр труб может достигать и 100 мм, рекомендуется покупать устройство с мощностью до 2 кВт.
Набор насадок. Высококачественные насадки для пайки труб из полипропилена должны соответствовать таким условиям:
- иметь хорошую теплоотдачу;
- обладать высокой механической прочностью;
- сохранять свои размеры при перепаде температур.
Практически все современное оборудование для сварки труб имеет возможность использовать одновременно несколько насадок разных диаметров. Это позволяет значительно сократить время проведения монтажных работ, так как отпадает необходимость ждать, пока насадка остынет для ее замены.
Конструктивно все насадки состоят из 2 частей: для внешнего (гильза) и внутреннего (дорн) разогрева полипропилена (рис. 2). В качестве материала изготовления может использоваться любой сплав, который удовлетворяет всем требованиям, представленным выше. При изготовлении насадок для увеличения их прочности и долговечности применяют различные покрытия. Чаще всего это тефлон, который также обладает антипригарным свойством, благодаря чему разогретая пластмасса не будет прилипать к насадкам.
Набор для сварки полипропиленовых труб может иметь следующую комплектацию:
- Полную. Отлично подойдет для профессионального сварщика. В комплектацию входит сварочный аппарат, ключ для насадок, полный набор насадок и дополнительные инструменты, облегчающие монтажные работы (резак, рулетка и т.п.).
- Среднюю. В нее входит сварочный аппарат, ключ и часто используемые насадки (20, 25, 32 и 40 мм). Если для сварки труб вам понадобятся другие насадки, то их можно приобрести отдельно.
- Минимальную. Входит только паяльник для сварки и ключ для насадок. Такая комплектация имеет сравнительно небольшую цену и отлично подходит в том случае, если вам нужно произвести пайку труб одного диаметра.
Фирма-производитель. На рынке сантехнического оборудования представлены паяльники для пайки полипропиленовых труб различных производителей. Среди них первое место по качеству сборки и удобству работы занимает чешский и немецкий инструмент. Следует учесть, что стоит он достаточно дорого, поэтому его рекомендуется покупать только для профессиональных работ.
Турецкие и отечественные модели паяльников стоят дешевле своих немецких и чешских аналогов, но и технические характеристики у них несколько хуже. Для частного применения такое оборудование подойдет наилучшим образом. Паяльники китайского производства являются самыми доступными по цене, но небольшая стоимость часто выливается в короткий срок службы.
Если паяльник вам нужен для проведения единичного ремонта, то китайские модели — оптимальный вариант.
Как подобрать набор для пайки полипропиленовых труб?
Выбор инструмента – один из главных этапов профессиональной или бытовой работы. Для технических целей, монтажа систем водоснабжения на дачном участке достаточно купить простейший утюг для пайки полипропиленовых труб. Лучше отдать предпочтение не китайским вариантам, а проверенным европейским и японским брендам электроинструмента.
Прежде чем купить инструмент для пайки полипропиленовых труб, убедитесь в целесообразности такой покупки. Возможно, будет дешевле и удобнее заказать услуги специалистам и получить гарантию высокого качества соединений.
Виды труб из пропилена

Прежде чем переходить к вопросу, как сваривать полипропиленовые трубы, надо поближе познакомиться с этими изделиями. Они бывают четырех цветов: в продаже можно найти белые, зеленые, серые и черные изделия. Последняя разновидность отличается максимальной стойкостью к ультрафиолету, поскольку используется при создании системы полива. Остальные материалы имеют схожие характеристики: используют их для прокладки коммуникаций внутри дома или вне его.
Для водопровода
Трубы с маркировкой PN 10 подходят для холодного водоснабжения. Их допустимо применять для сооружения систем теплых полов с нагревом до 45 градусов. Для таких изделий характерны тонкие стенки. Для горячего водоснабжения подходят модели с маркировкой PN 25.
Для отопления
Модели с маркировкой PN 16 применяются для отопительных магистралей с низким давлением. Изделия PN 20 считаются универсальными. Они допускают подачу воды температурой не более 85 градусов. Также в отопительных системах можно применять изделия с маркировкой PN 25.
Предназначение
Если говорить о классификации их по назначению, то все полипропиленовые трубы можно разделить на три вида:
- конструкции, предназначенные для холодной воды (максимум 45°), на них есть продольная полоса голубого цвета;
- трубы, используемые для горячего водоснабжения (до 85°), их можно узнать по красной полоске;
- изделия универсальные (65-75°), на них нанесено сразу две метки — голубая и красная.
Полипропиленовые трубы для ХВС и ГВС отличаются характеристиками по степени надежности.
Маркировка

PN — аббревиатура, указывающая на рабочее (максимальное) давление, с которым пластиковые трубы могут работать 50 лет при температуре 20°. Таких изделий есть 4 вида.
- PN10. Их используют только для холодного водоснабжения в системах, где давление воды не превышает 1 МПа (10 атмосфер). Стенки их не отличаются большой толщиной, поэтому для многоэтажных домов, где нередки разные ЧП c ХВС, они совсем не подходят.
- PN16. Этот вид чаще является универсальным, однако из-за не слишком впечатляющей температуры (средняя t — 65°), а также небольшого давления (1,6 МПа, 16 атм) их тоже предпочитают устанавливать исключительно на холодную воду.
- PN20. Такие полипропиленовые трубы уже имеют толстые стенки, они выдерживают температуру до 75-80°, давление — до 2 МПа (20 атм). Из-за большей надежности их рекомендуют выбирать для монтажа системы отопления, для проводки горячей воды.
- PN25. Эти полипропиленовые изделия можно назвать совершенными, самыми надежными. Из-за армирования стекловолокном или фольгой они нередко не такие толстые, как ближайшие «соперники», однако способны выдержать 90-95° и 2,5 МПа (25 атм).

Последний вид — идеальный кандидат: как для отопительных систем, так и для ГВС.
Полипропиленовые трубы выпускают различных диаметров (20-110 мм), однако для частных домов и квартир обычно приобретают изделия, имеющие размеры 20, 25 мм, реже — 32 мм. Это внутренний диаметр, в то время как толщина их стенок может очень сильно отличаться.
Оборудование для сварки полипропилена
Любые ремонтные работы подразумевают наличие специального оборудования и набора подходящих инструментов. Сварка полипропилена не исключение.
Главное действующее «лицо»

Для этой операции необходимо специальные приспособления. Некоторые называют их паяльниками, другие сварочными аппаратами. Это металлическая платформа, внутри нее располагается электрическая спираль, которая разогревает поверхность. Из-за схожести с известным бытовым прибором это устройство получило еще одно название — утюг. В комплект паяльника входят насадки, имеющие стандартные размеры (20, 25, 40).
Таких конструкций существует несколько, но основные модели две. Одна из них имеет плоскую платформу, похожую на подошву утюга. Другое приспособление — цилиндрический нагреватель. Эффективны оба вида оборудования. Выбор прибора зависит от того, какой из них будет (кажется) удобнее в работе конкретному мастеру. Поскольку цену такого паяльника вряд ли можно назвать демократичной, а необходим он время от времени, его лучше брать в аренду на несколько дней.
Для стыковки двух элементов поверхности для сращивания нагревают до температуры, подходящей для плавления полипропилена (260°). Для равномерного и одновременного нагрева деталей используют две насадки с тефлоновым покрытием, их устанавливают на металлическую платформу:
- гильзой называется элемент для нагрева наружной поверхности;
- дорн, имеющий меньший диаметр, позволяет нагреть внутреннюю поверхность.
Оба соединяемых элемента одновременно надевают на установленные насадки, потом их выдерживают определенный срок, и соединяют. Это и есть ответ на вопрос о том, как сваривать полипропиленовые трубы. Но в любой работе есть свои нюансы. Например, оптимальное решение — покупка всех изделий одного производителя, так как пропилен разных фирм имеет различный состав. Разница невелика, однако при сварке она обязательно отразится на качестве шва.
Другие инструменты для труб

Чтобы выполнить нарезку труб качественно, лучше найти или купить идеальное, максимально удобное приспособление — труборез, аккумуляторный или роликовый. Этот инструмент — гарантия гладкого, ровного среза. Однако если его в хозяйстве нет, а трата денег не кажется заманчивой перспективой, то его можно заменить ножницами для резки пластиковых труб.
Варианты похуже — электролобзик, ножовка по металлу, либо почти незаменимая болгарка (с диском 1 мм). Большой минус использования любой альтернативы — срез с «красивой» бахромой. Избавиться от нее довольно легко: сделать это можно с помощью наждачной бумаги либо тонкого ножа.
Если куплены полипропиленовые трубы, армированные фольгой снаружи, то понадобится еще один инструмент — шейвер. Или торцеватель, он предназначен для удаления внутреннего армирующего слоя. Еще для подготовки к сварке потребуется карандаш или маркер, рулетка и угольник.

Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.

Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Как правильно паять полипропиленовые трубы – теория и практика
Данная статья будет посвящена тому, при какой температуре можно паять полипропиленовые трубы, какой инструмент для этого нужен, а также расскажет о многих нюансах и тонкостях этого процесса. Дополнительно, для наглядности, об этом можно узнать из видеоматериала.

Пайка полипропиленовых труб своими руками: технология, инструкция
Сварка полипропиленовых труб обеспечивает самое быстрое и надежное соединение по сравнению с другими видами пластиковых труб. Процесс соединения является одинаковым для любых ПП труб, за исключением армированных, которые имеют свои особенности при монтаже. Простота и доступность этого вида работ позволяет осуществлять ее самостоятельно в домашних условиях при соблюдении правильной технологии сварки и при наличии соответствующих инструментов.
При монтаже труб из полипропилена вы можете использовать один из трех основных типов соединения:
- диффузионная пайка;
- спайка электрофитингами;
- холодная сварка.
Рассмотрим более подробно все три вида соединений ПП труб: их особенности, основные преимущества и недостатки.
Подготовка труб к свариванию
Как же паять полипропиленовые трубы для отопления своими руками паяльником? Для начала края нужно обрезать специальными ножницами. Это делают под прямым углом. После чего место среза необходимо отшлифовать и обезжирить. Для этого стоит пользоваться мыльным раствором.
Важно! Нельзя обрабатывать трубы растворителями, водкой, бензином, ацетоном. Агрессивные составы приводят к разъеданию поверхности полипропилена.
Обезжириваем область сварки
Чтобы добиться хорошего и качественного соединения, необходимо для начала обезжирить область сварки. Возьмите ватку и налейте на неё немного спирта. После этого обработайте внутреннюю часть фитинга. Тоже нужно сделать с концом трубы.
Не забудьте удалить частички абразива. Даже пыль может негативно повлиять на качество соединения посредством сварки полипропиленовых конструкций. Именно поэтому так много внимания в инструкции уделяется этому вопросу.
Внимание! Пыль и абразив вредят тефлоновому покрытию аппарата для сваривания.
Спиртом нужно обработать не только детали, но и насадки. Эта предосторожность позволит избежать налипания пластика. Благодаря этому риск повреждения тефлонового покрытия также уменьшается. Подобное случается довольно часто, когда механическим путём удаляются остатки засохшего полипропилена с рабочей поверхности.
Как проводится монтаж
Монтаж делается тогда, когда смонтированы элементы с фитингами. Также должны быть установлены повороты. Последние лучше всего сваривать отдельно, чтобы не нарушать инструкцию.
Не забывайте, что согласно общей строительной инструкции вы должны позаботиться о переходах между стенами. Также нужно сделать подключение к вводам. Тогда сваривание можно будет осуществлять на весу.
К стенам трубные изделия прикрепляются посредством хомутов. Они обеспечивают надёжное крепление и могут прослужить не один десяток лет. Сама полипропиленовая конструкция просто вдевается в них.
Внимание! Если у вас частный дом, то пластиковые конструкции не подводятся напрямую к котлу. Для этого понадобится специальный фитинг.
Главной частью фитинга, который соединяет полипропиленовую конструкцию с котлом, является металлическая часть, длина которой около полуметра. Именно она подключается напрямую к обогревателю.
Достоинством конструкций из полипропилена является то, что их можно с лёгкостью прокладывать внутри стен, и это никоим образом не нарушит инструкцию по эксплуатации жилого здания. Тем не менее перед тем как начать пользоваться трубопроводом необходимо осуществить проверку герметичности.
Инструменты и материалы
Для работы нужно подготовить:
- специальный электропаяльник с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (трубные ножницы) или пилу;
- напильник или острый нож для удаления заусенцев на торцах труб;
- измерительную рулетку или линейку;
- маркер или мелок для нанесения отметок на соединяемые детали;
- монтажное приспособление для пайки труб диаметром более 40мм.
Кроме самих ПП труб и соединительной арматуры также понадобится х/б ветошь и жидкость для обезжиривания поверхностей греющих насадок (ацетон, спирт и т.п.).
Торцеватель
Необходим для получения фаски и снятия внутреннего слоя фольги в армированных многослойных трубах. Под воздействием высоких температур и давления может происходить расслаивание пластика, для чего фольга и удаляется. Еще одно назначение торцевателя – снятие заусениц, образующихся в процессе резки.
Необходимость обработки
Полипропиленовые трубы перед пайкой требуют снятия оксидного слоя. Металлопластиковые трубы соединяют, предварительно счищая алюминиевый слой в месте пайки. Изделия из меди и нержавеющей стали нужно избавить от заусенцев в месте среза. Даже мельчайшие металлические частицы, попавшие внутрь трубопровода, могут причинить большой вред. Особенно серьезно к этому относятся при монтаже кондиционеров.
Применяемая технология для пайки
Применяемая на практике технология пайки полипропиленовых труб включает два основных способа: стыковой и раструбный. Возникает вопрос: если проводится сварка для полипропиленовых труб, какая лучше? Первый способ применяется на производствах и не рекомендован при проведении сварочных работ в домашних условиях. Лучшим и наиболее простым считается способ сварки враструб. При нем трубное изделие вставляется в фитинги, что обеспечивает плотное соединение деталей. Процесс проходит в несколько этапов и включает в себя:
- резку труб;
- их подготовку вместе с фитингами;
- подготовку агрегата для сваривания;
- сам процесс сваривания;
- сборку деталей после сваривания и их охлаждение.
Имеются варианты, как соединить полипропиленовые трубы без пайки. Это так называемый холодный метод. Реализуется он при помощи компрессионных фитингов. Для этого происходит отрезание трубы, ее калибровка, установка обжимной муфты на трубный край и вставка фитинга внутрь изделия. В конце ключом необходимо прочно зафиксировать муфту на изделии. В большинстве случаев надежным вариантом остается способ пайки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Расчет материала и комплектующих
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Цена на полимерные изделия и необходимые для их монтажа фасонные элементы невелика, а потому на случай бракованных паяных пар, которые нередко возникают на первых порах работы, есть смысл сделать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы представляют собой «П»-образные соединительные элементы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы в процессе ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.
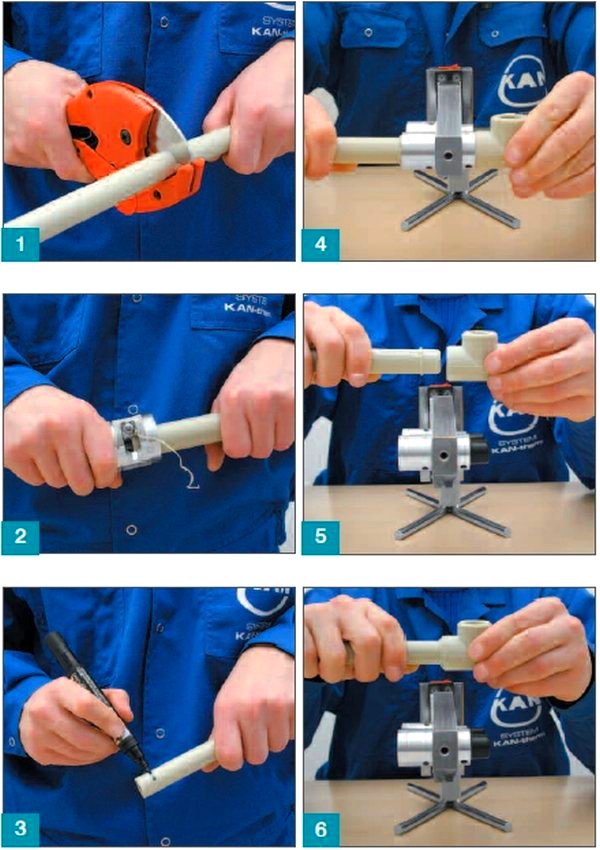
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.
- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.
- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.
- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.
Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Процесс резки
Для резки труб применяют специальный инструмент. Обычно это ножовка или ножницы. Когда полипропиленовые трубы армированы металлом, используется фаскосниматель, которым зачищают торцы. Применение ножовки в таких случаях нежелательно. Она может нарушить целостность трубного материала. Если для армированных труб не применять фаскосниматель и не зачистить торец, то впоследствии все соединение будет неплотно прилегать и давать течь.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.
Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).
- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.
- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
Свариваем участки в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.
Здесь сварка производится без особых затруднений – жало паяльника легко надевается на трубы
Опишем несколько приемов сварки полипропилена в труднодоступных местах:
- Когда первый участок закрепить не получается, попросите помощника подержать трубу. По окончании нагрева быстро передайте ему паяльник и соедините элементы.
- Если нагреватель «утюга» упирается торцом в стену, попробуйте освободить концы свариваемых труб из фиксаторов.
- Вариант второй: отыщите более удобное место для пайки, нарастите длину трубопровода с помощью муфты и таким образом перенесите точку соединения.
- Если детали невозможно раздвинуть на ширину нагревателя, прикрутите к «утюгу» 2 одинаковых комплекта насадок и надевайте обе секции с одной стороны дорна, как демонстрируется на фото.
- Одиночный стык в глубокой нише, куда аппарат не войдет в любом положении, опытные исполнители варят так: снимают клещами с дорна разогретую насадку и вставляют ее между соединяемыми деталями.
Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:
Таблица параметров и времени сварки
Чтобы обеспечить наилучшее качество соединений, нужно соблюдать определенные правила. Значение параметров, указанных в таблице, зависят от диаметра изделий и температуры окружающего воздуха.
Как выбрать подходящий аппарат
В первую очередь обратите внимание на тип труб, с которыми он способен работать: ПЭ, ПВДФ, ПБ, ПП и т.д. Вторым важным параметром является диаметр труб – может составлять от 20 до 110 мм и более.
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Критерии выбора сварочных аппаратов
- Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
- Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать. Это важно, если нет опыта монтажных работ такого вида.
- Количество, тип и размер насадок. Определяют, какие изделия нужно паять. Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
- Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Чешская техника выигрывает по данному критерию, погрешность таких паяльников минимальная. Однако в быту новичкам следует использовать российские или китайские модели, т. к. они стоят дешевле, хоть и отличаются существенной погрешностью, которая у некоторых моделей составляет 10°.
Часто допускаемые ошибки
Мастера часто допускают ошибки при сварке полипропиленовых труб. К их числу относятся:
- проворачивание соединенных изделий в процессе сборки;
- надавливание на изделия при их соединении друг с другом;
- плохая очистка фитинга и труб от грязи;
- использование разных марок полипропилена при сваривании их в одну конструкцию;
- длительный промежуток времени между снятием изделий с агрегата и их соединением в единую конструкцию.
Проворачивание изделий ведет к некачественному соединению, что особенно становится видно после их остывания. Надавливание и излишнее давление тоже снижает качество конструкции.
«Важно!
Пренебрежение обработкой фитинга и трубных материалов обезжиривателем приводит к появлению дефектов и отсутствию целостности места соединения изделий.»
При попытке сваривания деталей, изготовленных из разных типов полипропилена, нарушается вся технология. Один тип материала может иметь отличную от другого температуру сваривания. Подобные ошибки при пайке полипропиленовых труб приводят к переделке сделанной работы по-новому.
Методы пайки труб из полипропилена
Одним из самых надежных способов соединений участков полимерного трубопровода считается их сваривание. Метод хорош не только герметичностью образуемых стыков, но и относительной простотой процесса, что делает его доступным для широкого круга домашних мастеров. О том, как правильно производится пайка полипропиленовых труб своими руками, прочитаете в статье.
Правила пайки ПП, позволяющие избежать ошибок
- Диаметр трубы из полипропилена подбираются по таблице размеров;
- перед работой подготавливают все необходимое, т. к. сварка выполняется быстро, времени на подготовку в процессе монтажа не будет, паяльник включают, когда коммуникации уже нарезаны;
- сварочный аппарат должен быть надежно зафиксирован на горизонтальной поверхности, от этого будет зависеть качество шва, такие агрегаты оснащаются специальными подставками, но некоторые модели устанавливаются непрочно, поэтому требуется дополнительно закрепить их;
- температура плавления полипропилена намного меньше значения, которое задается в настройках сварочного аппарата, такая разница обусловлена необходимостью быстро размягчить трубу, достаточной считается температура +260°С;
- не следует изменять температурный режим при использовании более крупных изделий, когда выполняется пайка ПП-труб, температура нагрева не изменяется при увеличении диаметра коммуникаций, из таблицы выше можно узнать, что размеры изделий лишь определяют продолжительность нагрева материала;
- нужно ориентироваться по индикации: красная лампочка свидетельствует о том, что включился нагревательный элемент, зеленая – обозначает, что достигнуто заданное значение температуры;
- часто пользователи пропускают этап обезжиривания материала, однако наличие пыли, капель воды на участке среза может стать причиной ослабления шва, т. к. при этом структура материала становится более пористой;
- когда выполняется монтаж трубопровода сложной конфигурации, нужно соединять трубы под разными углами, их также поворачивают относительно друг друга; чтобы не нарушить соосность изделий, рекомендуется сначала определить точное положение коммуникаций, затем выполняется их предварительный монтаж (без использования паяльника), на этом этапе нужно провести разметочную полосу по осевой линии через 2 соединяемые детали.
Следует учитывать, что тонкостенные трубы прогреваются быстрее. Значит, период работы паяльника сокращается в 2 раза. Если изучается вопрос, при какой температуре паять такие трубы, нужно помнить о том, что значение этого параметра не зависит от габаритов изделия. Тонкостенные коммуникации соединяют между собой при таком же температурном режиме, что и толстостенные.
Влияние ошибок на качество сварки

Вот что бывает, если паять пп трубы не правильно!
Наиболее часто встречающиеся нарушения технологического процесса пайки:
- не выполняется обезжиривание поверхностей, в результате снижается качество шовного соединения;
- угол среза трубы и фитинга не соответствует 90°;
- недостаточное углубление трубы в фитинг или, наоборот, коммуникации заводят в фасонный элемент до упора, в результате внутри образуется крупный шов, который затрудняет ток жидкости;
- нарушение технологии прогрева: трубы находились на насадках слишком мало или, наоборот, много времени, в обоих случаях качество шовного соединения будет низким;
- при соединении армированных труб слой усиления на торцевом участке был удален не полностью, в результате этот материал будет препятствовать расплавлению полипропилена, такой шов будет непрочным, или его вовсе не получится выполнить;
- после стыковки положение деталей корректировалось, что привело к снижению надежности шва; чтобы избежать таких последствий, следует выдержать время после соединения трубы и фитинга, обеспечив неподвижность деталей.
Способы соединения полипропиленовых изделий

Одним из самых надежных способов соединений участков полимерного трубопровода считается их сваривание
Если рассматривать все существующие методы соединения труб, выполненных полипропиленом, выделяют три основных технологии:
- холодная сварка;
- соединение с помощью термоэлектрических фитингов;
- диффузная пайка.
Первый способ применяется не так часто. Актуален в случае, когда нужно соединить небольшое количество элементов трубопровода, причем, только холодного водоснабжения. Способ заключается в нанесении на стыкуемые полимерные поверхности специального размягчающего материал состава, после чего элементы соединяются и удерживаются определенный период в стабильном положении. Полученный стык не уступает по прочности «горячим» методам сваривания, при этом не требуется использования специального оборудования. Однако холодная сварка имеет недостатки, такие как:
- невозможность применения для ГВС и отопления;
- паять таким способом намного дольше;
- метод не пригоден для армированных полипропиленовых труб.
Спаять полипропиленовые (ПП) трубы можно с помощью специальных термоэлектрических фитингов. Соединительные элементы бывают различной конфигурации (так же, как и обычные фитинги), с той особенностью, что в их тело вмонтирована нагревательная спираль, соединенная с выведенными наружу контактами. Концы соединяемых отрезков трубопровода вставляются в фитинг с двух сторон. При подаче на клеммы электротока с определенными параметрами (источник – специальный сварочный аппарат), внутренняя поверхность соединительного элемента разогревается, расплавляя, в том числе, и соединяемые трубы, за счет чего происходит спайка поверхностей.
Таким способом спайки ПП-изделий пользуются профессионалы при прокладке крупных веток газопроводов и других коммуникаций, где особенно важна надежность соединения. Для прокладки бытовых трубных сетей различного предназначения термоэлектрические фитинги использовать не целесообразно, так как аппаратура и сами соединительные элементы дороги. Здесь вполне достаточно применения следующего метода, наиболее распространенного для пайки полипропиленовых труб.
Диффузная сварка полипропилена

Диффузная сварка подходит для соединения элементов всех бытовых коммуникаций
Паять таким способом полипропиленовые трубы наиболее просто и быстро. Диффузная сварка подходит для соединения элементов всех бытовых коммуникаций: водопровода, ГВС, отопительного контура. Суть метода заключается в одновременном температурном расплавлении стыкуемых поверхностей трубы и фитинга с последующим их соединением. Между расплавленными полимерами происходит взаимная диффузия вещества, что обеспечивает прочную, герметичную стыковку.
Для пайки полипропиленовых трубных изделий таким методом необходим специальный электрический паяльник с набором парных насадок под соответствующий диаметр труб. Вне зависимости от модели паяльника для полипропилена, приборы оснащены градуированным терморегулятором и сигнальными лампами готовности к работе.
Метод диффузной пайки имеет ряд преимуществ, благодаря которым является преимущественно применяемым при монтаже бытовых трубных коммуникаций. Плюсы способы таковы:
- не дорогостоящее оборудование (паяльник);
- несложный и быстрый процесс сварки (пайки);
- пайка полипропиленовых труб своими руками, выполненная правильно, обеспечивает надежное, герметичное соединение трубопровода любого функционального предназначения;
- доборные элементы (фитинги), запорная арматура недороги;
- легко сформировать переход с полипропиленовой трубы на другую (металл, полиэтилен, металлопластик).
Некоторые домашние мастера нарекают, что таким способом сложно, а порой невозможно, паять в труднодоступных местах, относя эту особенность диффузной сварки полипропилена к недостаткам. Однако опыт и наглядные примеры, продемонстрированные в соответствующих видео, доказывают, что при правильном подходе особых сложностей и неудобств в таких ситуациях практически не возникает. Как пример, — следующее видео
Забежав вперед, вернемся к рассмотрению того, как паять ПП-трубы в стандартной ситуации.
Диффузная пайка, описание процесса

Для выполнения соединения ПП-труб методом диффузной сварки понадобится набор инструментов
Для выполнения соединения ПП-труб методом диффузной сварки понадобится набор инструментов, список которых выглядит так:
- электрический паяльник с приложенным набором насадок разных диаметров;
- ножницы для резки труб или пила по металлу;
- какой-нибудь абразив для удаления неровностей и заусениц, остающихся после резки трубы;
- рулетка (линейка);
- маркер, карандаш.
Из материалов, кроме труб и доборных элементов, понадобится чистая тряпка из натуральной ткани и жидкость для обезжиривания (ацетон, бензин, спирт).
Приготовив перечисленные материалы и инструментарий, можно начинать паять полипропиленовые трубы, соблюдая изложенную ниже последовательность действий.
- Паяльник устанавливается в идущий в комплекте штатив и оснащается одной или несколькими (при работе с трубопроводами разных диаметров) насадками, которые обезжириваются приготовленной жидкостью. Прибор включается в сеть, терморегулятор устанавливается в положение, соответствующее температуре пайки, рекомендованной для полипропиленовой трубы (260-280˚С). О наборе насадкой заданной температуры просигнализируют лампочки, — погаснет зеленая и загорится красная (в некоторых моделях цвет сигнальных светильников может быть другим, — смотрите в инструкции к прибору).
- Измерительной рулеткой отмеряется необходимый фрагмент ПП-трубы, ставится отметка, в соответствие которой трубными ножницами (труборезом) делается отрез. Отрезной торец трубы освобождается заусенец и шероховатостей, после чего подбирается соединительный элемент соответствующего диаметра и необходимой формы. Внутренняя поверхность фитинга и наружная на трубном торце обрабатываются обезжиривающей жидкостью.
- В соединительном элементе есть ограничивающий выступ. На трубе маркером делается отметка на расстоянии, меньшем на 1-1,5 мм, чем расстояние от наружного края фитинга до ограничителя. Паять нужно так, чтобы сделанная отметка и край соединительного элемента совпадали. Если это правило не соблюдать, размягченный при нагреве торец трубы может сузиться, пройдя дальше ограничителя. Также отметка на трубопроводе поможет найти правильное осевое расположение соединяемых элементов.
- Подготовленные и обезжиренные детали стыкуются с греющей насадкой паяльника соответствующего диаметра. Фитинг имеет большую толщину, следовательно, инерцию нагрева, поэтому, сначала надевается он, после чего с другой стороны вставляется труба. Обратный процесс осуществляется соответственно: вынимается разогретая труба, затем снимается стыковочный элемент. Время экспозиции зависит от трубного диаметра, соответственно, толщины стенки изделий. Например, трубопровод 16 и 20 мм разогревается приблизительно 5-6 секунд, 25, 32 мм, — 7-8 секунд. Но это общие рекомендации, в каждой индивидуальной ситуации оптимальное время прогрева может немного отклоняться, на что влияют стартовая температура полипропиленовых изделий, особенности модели паяльника.
- Детали с расплавленными рабочими поверхностями снимаются с насадки. Труба без осевого вращения плавно вставляется в фитинг до совпадения метки с краем стыковочного элемента, при этом важно контролировать осевое соответствие соединяемых деталей. Период фиксации также зависит от толщины стенки изделий и составляет от 4 до 12 секунд. Спустя примерно час после пайки можно запускать собранный трубопровод в полноценную эксплуатацию.
Так необходимо правильно паять пластиковые (ПП) трубы диффузным методом. Кроме общего описания процесса, обратите внимание на некоторые рекомендации, выполнение которых поможет избежать ошибок при сварке полипропиленовых изделий.
Способы соединения безнапорных трубопроводов
Монтаж безнапорных трубопроводов (систем канализации, ливневых стоков и т. д.) как правило, не требует сварки. Наиболее часто используются:
- Раструбные соединения. Производится сборка системы из труб большого диаметра со специальным раструбом и уплотнительными манжетами. Стыки герметизируются резиновыми уплотнениями – достаточно простой способ для сборки своими руками.
- Клеевые соединения фитингов.









Диффузионная сварка при помощи электропаяльника

При данном способе соединения труб используется разнообразная доборная арматура и специальный электронагревательный аппарат (паяльник).
Он поставляется вместе с набором съемных парных насадок. размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и о других характеристиках изделий из полипропилена читайте здесь .
Пара насадок закрепляется на термонагревательном элементе электропаяльника и с его помощью подогревается до температуры 260°С. В разогретые насадки на несколько секунд вставляются соединительные детали. За счет этого происходит нагревание и частичное расплавление контактируемых с насадками поверхностей полипропиленовых элементов.
После этого труба и доборный элемент быстро извлекаются из насадок и вставляются друг в друга. В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После остывания они образуют полностью монолитное соединение.
Преимущества данного способа:
- легкий процесс пайки;
- низкая стоимость доборных элементов;
- небольшая стоимость электропаяльника.
- неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб является самой распространенной при самостоятельном монтаже в домашних условиях.
Как подготовить оборудование: советы, облегчающие работу с паяльником
В продаже встречаются разные виды паяльников:
- мечевидный или «утюг» – устройство с плоским нагревательным элементом, в нем предусмотрены сквозные отверстия, куда устанавливаются насадки;

Паяльник для полипропиленовых труб «Утюг»
- цилиндрический: на рабочую часть (которая подвергается нагреву) насаживаются специальные насадки для нагрева и дальнейшего монтажа труб;

Цилиндрический паяльник
- дисковый – на нем есть отверстия, предназначенные для фиксации насадок.

Дисковый паяльник для сварки полипропиленовых труб
Если нужно выбрать паяльник, следует учесть, что не всегда в комплект входят все необходимые приспособления. Подставку для удобства работы и комплектующие (насадки), возможно, придется дополнительно приобрести. Когда все инструменты и материалы подготовлены, переходят непосредственно к действиям – нагревают паяльник. Рекомендации:
- нагрев осуществляется равномерно по всей длине металлической части инструмента, причем скорость этого процесса составляет 10-15 минут;
- на паяльнике есть регулятор температуры, для работы с трубами из полипропилена рекомендуется установить значение 260°С;
- допустимо работать с паяльником при температуре окружающей среды не ниже 0°С
Как подготовить трубы к пайке
Полимерные изделия необходимо разрезать соответственно ранее составленному эскизу. Для работы с ними используют инструмент, обеспечивающий идеально ровные и гладкие торцевые участки:
- ножницы;

Ножницы для резки полипропиленовых труб
- фаскосниматель;

Фаскосниматель
- шейвер;
Шейвер позволяет подготовить коммуникации с армировкой – удаляет часть металлического слоя. Это обеспечивает более глубокое проникновение частиц полимерного материала в структуру сопряженной трубы. Такие действия выполняются при работе с изделиями PN25. Трубы PN20 не требуют применения шейвера.
Еще один инструмент – фаскосниматель. Его рекомендуется применять для облегчения монтажа трубопровода. Благодаря такому инструменту делают фаски, в результате коммуникации легче входят в сопряженное изделие. Такие приспособления используются поочередно. Непосредственно же перед пайкой торцевые участки труб и фитинги (если используются) необходимо обезжирить. Используют средства:
- мыльный раствор;
- этиловый спирт.
Совет: Не рекомендуется использовать для обработки перед пайкой жидкости агрессивного действия: бензин, растворитель, водку, ацетон – все они оказывают разрушающее действия на полипропилен.
Работа с полипропиленом: разогрев и стыковка
Основные этапы:
- установка насадок на плиту в соответствии с диаметром;
- труба надевается на дорн, вводится в гильзу без перекосов;
- полимерное изделие выдерживают на разогретой насадке определенное количество времени (зависит от параметров).
Этапы пайки полипропиленовых труб
Бытовые паяльники рассчитаны на сварку труб диаметром до 75 мм. Все необходимые параметры для работы с ними представлены в таблице.
| Диаметр трубы, мм | Глубина сварки, мм | Время нагрева, секунды | Продолжительность пайки, секунд | Остывание полимерных изделий, секунды |
| 20 | 14 | 5 | 4 | 3 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 20 | 8 | 4 | 4 |
| 40 | 21 | 12 | 6 | 4 |
| 50 | 22,5 | 18 | 6 | 5 |
| 63 | 24 | 24 | 8 | 6 |
| 75 | 28,5 | 30 | 10 | 8 |
Если недодержать или передержать изделие на горячей насадке, материал частично утратит свойства. Качество шовного соединения снизится. Слишком сильно расплавленный полимерный материал способствует образованию подтеков внутри трубы, что негативно скажется на ее проходимости при эксплуатации.
Совет: Чтобы контролировать температуру зеркала пальника, можно использовать термозонд.
В помещении со сниженной температурой материал остывает намного быстрее. Чтобы поддерживать значение этого параметра на нужном уровне, на последних секундах прогрева трубы следует незначительно повысить температуру зеркала паяльника. Но нельзя нагревать изделие до 270°С, т. к. это приведет к истончению материала на стыке во время сварки. В данном случае не наблюдается диффузное проникновение частиц полипропилена в структуру смежной трубы.
Последний этап: охлаждение и проверка герметичности соединения
Полимерные трубы должны остывать в естественной среде. Принудительное снижение температуры материала приведет к нарушению ряда процессов в структуре материала. Прежде всего, будет снижена прочность стыка. Для проверки герметичности используют методы:
- выполняют продувку;
- пропускают воду.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
- низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
- изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
- неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
- нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения. Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему.
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Порядок сварки своими руками
Сам процесс сварного соединения своими руками, после проведения всех подготовительных операций, состоит из следующей последовательности:
- Максимально плотно и без перекосов насаживает фитинг на насадку. На вторую насадку одеваем свариваемый конец пластиковой трубы.
- Время нагрева зависит от мощности сварочного аппарата и диаметра труб. Информация о необходимом времени нагрева есть в инструкции.
- После разогрева детали снимаются с насадок и аккуратно соединяются до отмеченных маркером меток. Очень важно при этом не проворачивать детали.
- Соединение фиксируется в течение 30 секунд необходимое для предварительного затвердевания пластика.
- При соединении труб диаметром от 50 мм и более необходимо специальное монтажное приспособление обеспечивающее центровку и давление при сварке.
- После охлаждения соединения необходимо проверить его качество. При браке стык срезается и сварка производится заново.
- Соединение бракуется при смещении элементов относительно общей оси, а также при наплывах пластика на внутренней поверхности трубы, что вероятно при излишнем нажиме или перегреве. Наплывы ухудшают пропускную способность труб.
Некоторые особенности сварки пластиковых труб
При сварке полипропиленовых труб необходимо принять во внимание следующие основные моменты:
- Обезжиривание поверхности соединяемых элементов – это важное требование к качеству сварки. Внутренняя поверхность трубы и поверхность фитинга протирается спиртом для улучшения сцепляемости поверхностей, удаления пыли и мелких частиц загрязнений. Осматриваются и очищаются спиртом насадки, также необходимо осторожно (с сохранением тефлона) удалить частицы расплавленного пластика.
- Разметка позволяет точно определить глубину посадки пластиковых труб в зависимости от используемого фитинга. Если насадить трубу глубже положенного, то можно запаять отверстие или сузить сечение трубы.
- При достаточном опыте глубина посадки определяется на глаз, так как маркировка требует довольно много времени при больших объёмах работ. Разумным вариантом будет изготовление приспособления из трубы большого диаметра и использовать его в качестве шаблона для разметки.
- Сварка полипропиленовых труб производится, как правило, в одиночку на твердой и ровной поверхности – стол или пол. Иногда требуется помощник, который держит паяльник пока другой человек осуществляет стыковку элементов.
- Действовать при пайке необходимо очень быстро, выдерживая время нагрева для каждого диаметра.
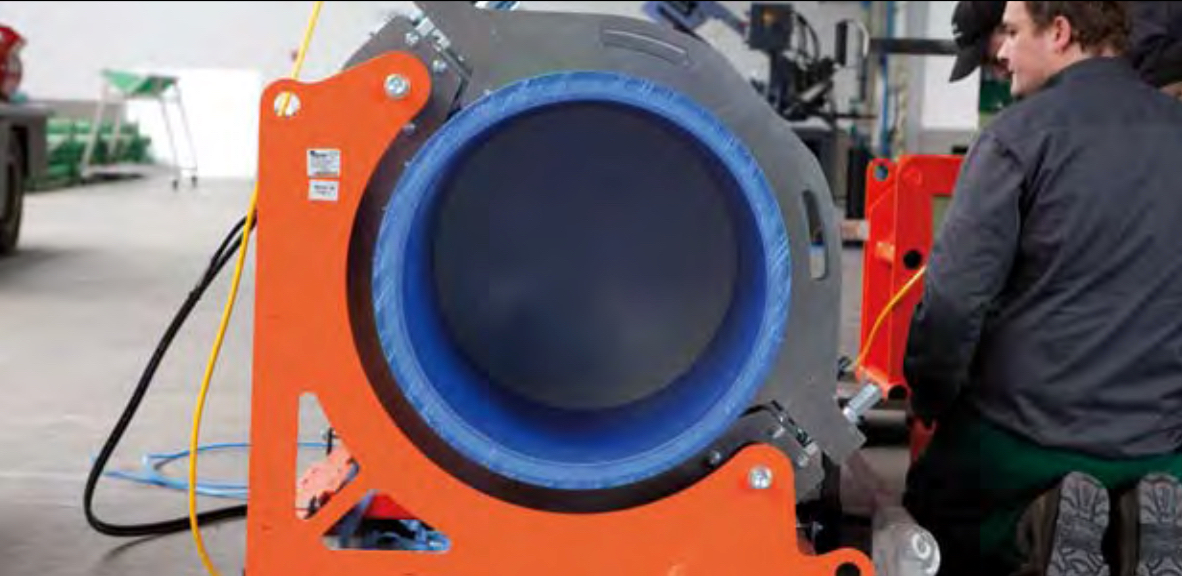
Сварка встык полипропиленовых труб большого диаметра
Стыковая технология нашла широкое применение в промышленных условиях для сваривания ПП труб большого диаметра (от 125 мм до 630 мм) при устройстве прямых участков трубопроводных сетей.
Для выполнения сварки необходимы следующие инструменты:
- установки для фиксирования заготовок и перемещения их в горизонтальном и вертикальном направлении;
- паяльный аппарат, который оснащён плоской с двух сторон нагревательной головкой;
- оборудование, предназначенное для ровной обрезки торцевой части труб.
Последовательность операций:
- Резка труб на куски определённой длины;
- Обезжиривание поверхностей, предназначенных для сварки. Если используется армированный полипропилен, то требуется удаление армирующего слоя в местах сварки;
- Закрепление трубы и фитинга на установке;
- Выравнивание торцов;
- Подготовка паяльника;
- Нагревание изделий. Паяльник нужно разместить между торцами заготовок, затем с помощью установки, вплотную придвинуть изделия к нагревательной головке. Важно выдержать температуру и время воздействия, которые зависят от диаметра ПП продукции и свойств материала, из которого она изготовлена. После извлечения паяльного аппарата, нагретые элементы следует плотно прижать и выдержать под давлением до тех пор, пока сварной шов полностью не остынет;
- Естественное охлаждение места соединения. Процесс охлаждения, как правило, занимает порядка 4-х минут.
Неоспоримые преимущества данного способа – его простота и надёжность соединения. По уровню прочности сварной шов соответствует характеристикам самих труб. Несмотря на столь простую технологию, необходимы дополнительные инструменты и оборудование для соблюдения точного осевого совмещения изделий, обеспечения полной перпендикулярности торцевых частей и нужного давления при сжатии.
До появления пластиковых труб, для устройства трубопроводов применялась технология ручной дуговой сварки, для выполнения которой требовалось дорогостоящее оборудование. Кроме того, рабочий должен был обладать не только профессиональными знаниями и навыками для выполнения сварочных работ, но и уметь правильно подобрать электроды. При этом много времени уходило на разные второстепенные работы. В то время, как сварочный способ соединения встык ПП труб требует минимальных затрат времени и ресурсов.
Способ сварки враструб ПП труб большого диаметра
 Для сварочных работ с применением технологии враструб используются те же инструменты, что и для сварки встык, за исключением оборудования, предназначенного для ровной обрезки торцевой части труб. И паяльник отличается несколько иной конструкцией. Основной элемент паяльного аппарата – нагревательная головка, на которой фиксируются дорны, предназначенные для нагревания труб снаружи, и муфты, с помощью которых обеспечивается температурное воздействие на внутренние поверхности фитингов. Во время нагревания труба вставляется в дорн, а фитинг насаживается на муфту. После извлечения паяльного аппарата, нагретые детали соединяются. Если элементы одновременно нагреть невозможно, то изначально нагреваются фитинги, а затем трубы.
Для сварочных работ с применением технологии враструб используются те же инструменты, что и для сварки встык, за исключением оборудования, предназначенного для ровной обрезки торцевой части труб. И паяльник отличается несколько иной конструкцией. Основной элемент паяльного аппарата – нагревательная головка, на которой фиксируются дорны, предназначенные для нагревания труб снаружи, и муфты, с помощью которых обеспечивается температурное воздействие на внутренние поверхности фитингов. Во время нагревания труба вставляется в дорн, а фитинг насаживается на муфту. После извлечения паяльного аппарата, нагретые детали соединяются. Если элементы одновременно нагреть невозможно, то изначально нагреваются фитинги, а затем трубы.
Последовательность операций тоже идентична с предыдущим способом, но в этом случае не требуется точное выравнивание торцов, поэтому необходимость в выполнении данной операции автоматически отпадает.
Раструбный способ подходит для сварки труб до D=125 мм включительно.
Его применение не требует особой точности при разрезке труб на заготовки. А дополнительное использование фитинговой продукции не является недостатком данного способа, поскольку фитинги не только выполняют роль соединительных элементов, но и позволяют изменить направление трубопровода.
Таким образом, использование полипропиленовых труб значительно сокращает материальные и временные затраты при монтаже, обеспечивает простоту и удобство монтажных работ, а применяемый способ сварки позволяет получить прочный и надёжный сварной шов. Главное – соблюдать технологию и выдерживать все рабочие режимы.
Правила монтажа полипропиленовых труб большого диаметра
- Все монтажные работы по устройству полипропиленовых трубопроводов рекомендуется выполнять при температуре окружающей среды выше нуля.
- Для монтажа одного трубопровода нужно выбирать трубы и фитинги, изготовленные из одного и того же материала, который имеет одинаковый химический состав. Это обусловлено тем, что при нагревании до определённой температуры текучесть комплектующих будет одинаковой, что является гарантией высококачественного соединения.
- Перед сваркой изделия инструмент необходимо обязательно обезжирить, обработав поверхности ацетоном, уайт-спиритом или другими растворителями. Наличие жировых и масляных следов значительно ухудшает качество сварного шва. Для очистки инструмента следует использовать спирт. Ветошь для протирки рекомендуется выбирать ту, которая не оставляет волокон.
- При наличии конденсата на поверхности свариваемых изделий, его необходимо удалить методом просушивания.
- Категорически запрещается охлаждать место сварки посредством воды либо холодного воздуха. Ускоренное охлаждение чревато появлением напряжений, которые способны уменьшить прочность соединения. Если температура окружающей среды относительно низкая, то рекомендуется после сварки укрыть место соединения тканью, тем самым предупредив слишком быстрое охлаждение.
Нюансы процесса пайки элементов пластикового трубопровода

Работая с паяльником, обязательно надевайте рабочие рукавицы
- Если паять трубопровод самостоятельно приходится впервые, прежде, чем приступить к конструированию трубной системы, стоит сделать несколько пробных соединений, тем самым приспособившись к работе паяльника и особенностям пластиковых изделий.
- Работая с паяльником, обязательно надевайте рабочие рукавицы, так как температура насадки достаточна, чтобы получить ожег при случайном соприкосновении с ней. К тому же рукавицы помогают легче вводить трубу в насадку.
- Некоторые модели паяльников сигнализируют о наборе заданной температуры раньше, чем это реально происходит. Желательно дать прибору лучше прогреться (10-15 минут) и только потом паять.
- Если труба или доборный элемент с трудом входят в насадку, допускается незначительное их осевое вращение. При совмещении нагретых деталей проворачивать их нельзя.
- При работе с трубами диаметром более 40 мм желательно на торцах снимать фаску под углом примерно 45˚. Это облегчит введение элемента в насадку паяльника.
- Перед тем, как паять армированную алюминием трубу, нужно воспользоваться специальным устройством (шейвером) и с его помощью снять наружный слой на участке пайки.
- Пластиковые элементы, армированные стекловолокном, специальной подготовки не требуют и соединяются обычным способом.
Пайка полипропиленовых труб своими руками не является сверхсложной задачей, но для успешного формирования надежных соединений все же нужно паять правильно, учитывая рекомендации, базирующиеся на опыте многих мастеров. Для визуального подкрепления полученной информации посмотрите видео, где наглядно и детально продемонстрирован процесс пайки полипропилена.
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.

Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Как сваривать полипропиленовые трубы?
Пред началом работ надо заняться обрезкой труб, потом подготовить к сварке оборудование.
Магия сварки. Как это происходит
Чтобы не вдаваться в детали происходящего на атомно-молекулярном уровне и не перечислять основных законов химии и физики объясним сложный процесс просто – два разогретых конца соединяются. В результате из-за одинаковых химических характеристик и высокой температуры двух стыков происходит взаимопроникновение или говоря научным языком – диффузия. Работа с идентичным материалом сделает взаимопроникновение легким процессом, а их состыковка сделает союз прочным и надежным. Сварка полипропиленовых труб своими руками возможна несколькими способами, выбор будет зависеть от размера системы. Выделяется три основных вида:
- Стыковой (концы расплавляются и объединяются благодаря диффузии)
- Раструбный (трубопровод вставляется в другой конец с диаметром поменьше и резиновой, уплотняющей прокладкой)
- Муфтовый (соединение с помощью специальной детали – фитинга)
Основное орудие труда
Аппараты для сварки полипропиленовых материалов нужен специальный паяльник. В народе его называют – утюг для пп труб. Обладатели «золотых рук» и начинающие дельцы-любители испытают одинаковую степень комфорта при работе с этим инструментом, он несложен и прост в освоении. Если «утюг» нужен вам для разового использования рекомендуем арендовать его у местной монтажной компании. Если работы в доме много и аппарат не будет пылиться, то его средняя цена от 9 до 15 тысяч рублей. «Утюг» имеет разные насадки, их различие в диаметре. Второстепенные агрегаты, которые помогут в реализации поставленной задачи: Резак, шейвер, измеритель длины, бытовая химия ля обезжиривания, фитинги, заточенный ножик, маркер, напильник
Необходимое оборудование
- Ножницы (перед проведением работ важно убедиться в качестве реза и в том, что инструмент не деформирует материал);
- Специальный трубный паяльник (мощность паяльника зависит от сечения трубы).

Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
- На регуляторе выставляется требуемая температура нагрева. Для полипропиленовых труб температура сварки составляет +260°C. Именно ее выставляем на регуляторе, включаем в сеть.
- Дожидаемся сигнала набора заданной температуры. В некоторых моделях есть звуковой сигнал, но, в основном, загорается или гаснет светодиод (в разных моделях по-разному).
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.

Если резать так, срез будет ровным и гладким
Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
Подготовка паяльника

Сначала на нем фиксируют насадки такого же диаметра, как у соединяемых деталей. Подготовка зависит от вида оборудования.
- В платформу утюга вставляют шпильку, на которую с противоположных сторон надевают гильзу и дорн. Обе насадки затягивают гайками.
- В паяльнике-трубке насадки уже закреплены на пластине, поэтому ее надевают на сварочный аппарат, потом затягивают крепежный болт.
После фиксации насадок на терморегуляторе выставляют требуемую температуру (260°), затем включают прибор в сеть. При достижении нужного значения умное устройство подаст световой (на некоторых моделях звуковой) сигнал. Он означает, что можно приступать к работе.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.

Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Подготовка труб – залог их герметичного соединения

Прежде чем говорить о том, как паять пластиковые трубы, расскажем, как их для этого подготовить.
Сначала их нарезают под размер исходя из длины трубопровода, изгибов и разветвлений. Не забудьте оставить небольшой запас для вхождения трубы в фитинг. Затем зачищают кромки: ровные, аккуратные края без зазубрин и неровностей соединять гораздо легче. Если вы используете армированные полипропиленовые трубы, то верхний слой пластика и армирования необходимо снять. Это предотвратит расслоение материала в месте шва во время эксплуатации и снизит риск протечек. Зачищенные поверхности рекомендуется обезжирить и вытереть насухо, чтобы приступить к их нагреву на паяльном аппарате.
Подготовительный этап не займет у вас много времени, зато вы облегчите дальнейшее выполнение работ и обеспечите надежность соединения элементов.
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Вообще паять можно при +5°C, но данные приведены для +20°C. При более жаркой погоде время выдержки элементов на паяльнике сокращают на 30-60 секунд, при более холодной — увеличивают.
Обратите внимание, на колонку «глубина» сварки в таблице. Эта отметка ставится на трубе. До нее надо будет вдавить ее в фитинг. При этом перед кромкой фитинга образуется небольшой валик расплавленного пластика. Это и будет означать, что шов сделан верно.

Ошибки, которые могут быть при сварке полипропиленовых труб
Еще одна колонка требует пояснения — «время сварки». Это время, на которое надо сдавить и зафиксировать свариваемые элементы.
Вообще, если попробовать вставить холодную трубу в фитинг, она должна заходить с большим трудом — наружный диаметр трубы слегка больше внутреннего диаметра фитинга. Это сделано намеренно, для обеспечения некоторого излишка материала, из которого и образуется валик на шве. Чтобы сварка полипропиленовых труб была надежной, лучше все комплектующие брать одной фирмы. Так гарантировано размеры будут совпадать. В противном случае, надо примерять — чтобы фитинг не «проскакивал», а натягивался с трудом.
Разрезание труб
Первое, но не единственное, условие — качественный срез, поэтому лучше все-таки «разориться» и купить свой труборез, так как он в хозяйстве пригодится. Разрез должен быть строго вертикальным, иначе шов получится неидеальным.
Если трубы армированы фольгой, то после подготовки срез надо зачистить от «чужого» материала. Конец трубы вставляют в шейвер/торцеватель, затем ее/его несколько раз проворачивают. Таким способом снимают верхний или средний слой полипропилена вместе с «досадной помехой».
Второе обязательное требование — чистота соединяемых элементов. Фитинги и срезы тщательно обезжиривают спиртом, ацетоном или раствором моющего средства. Потом изделия сушат, на узких элементах карандашом или маркером делают метку — расстояние, на которое будет необходимо вдавить трубу в фитинг. После этого можно заняться оборудованием.
Сварка ПП труб по этапам

Технология довольно проста, однако все без исключения советуют приобрести большее количество материала для тренировки, так как существует большой риск «первого блина комом». Получив даже минимальные навыки, его можно минимизировать, а грубых ошибок легко и вовсе избежать.
- После нагрева оборудования сначала в гильзу вставляют фитинг, поскольку у этих деталей чуть большая толщина стенок. Затем с минимальной задержкой в дорн помещают трубу. Однако оптимально действовать более оперативно: «с двух рук» одновременно.
- Элементы выдерживают в оборудовании определенное количество времени, потом быстро снимают с насадок и соединяют, вдавливая трубу точно до нарисованной отметки. Прокручивания исключены, но есть возможность быстро выровнять соединение по горизонтали.
- После стыковки нажим не ослабляют несколько секунд. По истечении этого времени элементы оставляют (откладывают в сторону) для остывания. Затем переходят к обработке следующей пары элементов.

Перед тем как заняться новым соединением, всегда проверяют насадки. На них не должно быть никаких остатков полипропилена. Удаляют их белой безворсовой тканью, так как оставленный пластик приведет к прилипанию следующего элемента. Царапины на тефлоновом покрытии появляются достаточно легко, поэтому для его очистки не рекомендуют использовать острые инструменты или абразивы.
Избавляемся от жира на торцах
Начинающие мастера-любители не относятся серьезно к этому требованию, они считают, что — «сойдет и так». Но опытные работники утверждают, что следование ритуалу обезжиривание окончаний соединений приведет к тому, что качество работы будет многократно выше.
Перед тем как начнется сварка полипропиленовых труб своими руками протрите спиртовой салфеткой внутренности трубопровода, особенно фитинги. Уделить внимание стоит не только жировым отложениям, но и пыли, коррозии и абразивным дефектам, все это может оказать негативное воздействие на арендуемую аппаратуру. Точно также подлежит обработать спиртом дополнительные насадки.
Перед тем как начнется главный процесс, еще раз обратите внимание на трубки, никаких остатков лишней пластмассы не должно оставаться, если заметили, то избавьтесь от нее!
Делаем маркером разметку на трубе
Начинающие могут испытать трудности на этом этапе или сделать пометку неправильно. Из-за различных диаметров и углублений на стыке, нельзя начинать работу без получения точных данных. Провести замеры можно с помощью простой линейки.
Если этого не сделать, то есть риск установить одну часть трубного изделия слишком глубоко — это повлечет сужение стыка и затруднение выполнения дальнейших этапов.
Поэтому стоит отнестись к замерам с особой ответственностью! Сделать качественную разметку не легкая задача, но есть хитрости, которыми пользуются мастера своего дела. Например, если диаметр стыка 20мм, то из конца трубопровода вырезается окружность с параметром в 15 мм. Теперь определить точные габариты для посадки будет не сложно.
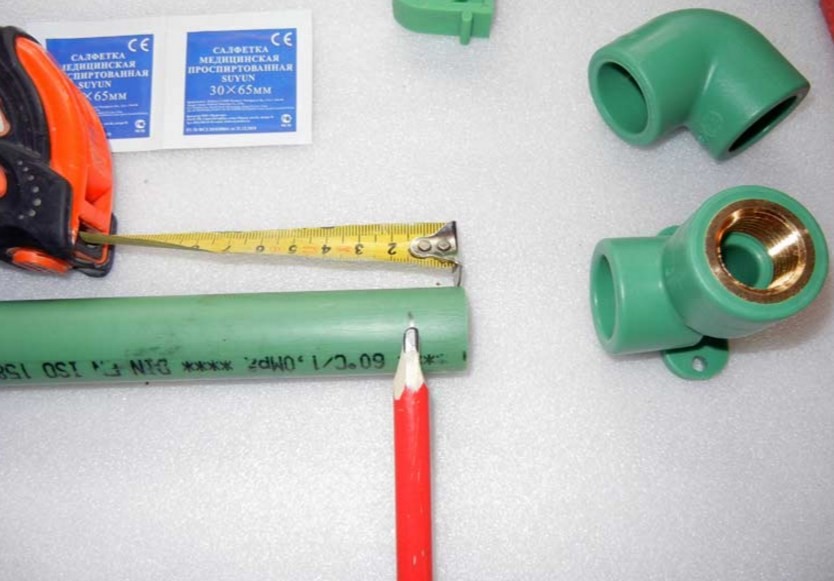
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

В комплекте со сварочным аппаратом идут насадки под трубы различного диаметра
Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Разогретые на насадках детали нужно соединять быстро, с усилием, не допуская перекосов
Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Правила безопасности
Помните, что аппараты для сварки полипропиленовых патрубков разогреваются до высокой и травмоопасной температуры. Позаботьтесь о своем здоровье и безопасности, используйте толстые защитные перчатки и длинную робу для предотвращения травм от попадания раскаленных кусков пластика.
Как соединять трубопровод
От монтажа составных элементов тоже много что зависит, поэтому расскажем, как правильно соединять комплектующие, чтобы они отслужили весь эксплуатационный период и даже больше.
Сперва уделите немного времени и сил на тренировку. Просто попрактикуйтесь в соединении частей, чтобы сделать все быстро и детали не остыли из-за медлительности исполнения. Для разогрева своего навыка:
- Сделайте трубки необходимого размера, чтобы подогнать под нужный размер, воспользуйтесь специальными ножницами.
- Очистите полученные куски от заусениц, жира, слоя пыли и всяческой грязи.
- Маркером поставьте пометку в месте где будет располагаться фитинг, это стоит делать, если объединение будет происходить муфтовым способом.
- Паяльник должен быть крепко зафиксирован на рабочем месте. Не пренебрегайте инструкцией, чтобы не ошибиться в эксплуатации.
- Насадки нужно закрепить на «Утюжке».
- В пайке полипропиленовых труб таблица примерных величин, станет хорошим советником и помощником, чтобы подобрать нужную температуру для каждого из случаев.
- После нагревания «Утюга» спустя 3 минут, нацепите фитинг и трубочку на насадку и ждите время, которое указанно в таблице. Помните про окружающую температуру среды.
- Быстро снимите разогретые составные части с насадок и скомпилируйте их. Помните, не стоит их сильно давить! Прилагайте небольшие, но ощутимые усилия. При Муфтовом методе допустимо легкое вращение деталей, чтобы они проникли внутрь друг друга.
- Выжидаем немного времени и вот союз двух частей скреплен и надежен.
- Пока температура поделки снижается не трогаем ее лишний раз. Через час трубопровод будет готов транспортировать воду.
Процесс пайки. Пошаговое руководство
Когда у вас намечен план трубопровода и изделия нарезаны под размер, можно приступать к их соединению. Лучше осуществлять сборку элементов не на месте монтажа, а на столе – так будет легче, особенно если вы работаете один. Когда же требуется пайка труб на месте их установки, подключите помощника, который будет держать соединяемые элементы, а вы будете работать инструментом.
Теперь расскажем о том, как пользоваться паяльником для труб. Действия можно описать в три шага.
Шаг 1. Включите аппарат в сеть. Поставьте его на ровную поверхность и установите насадки нужного диаметра на нагревательный элемент. Включите кнопку нагрева. Выставьте нужную температуру – как правило, для полипропилена ее значение составляет 260 °C. Дождитесь, пока рабочая часть нагреется. Для каждой модели в зависимости от мощности это время устанавливается индивидуально, как правило, не превышает 15 – 20 минут. Кстати, если у вас паяльник с двумя ТЭНами, для более быстрого нагрева можно задействовать сразу оба. Однако при достижении рабочей температуры второй следует отключить, чтобы снизить нагрузку на аппарат. Приступать к пайке можно спустя 5 – 10 минут после достижения рабочей температуры: необходимо дать нагреться рабочим насадкам.

Шаг 2. Установите на насадки паяльника соединяемые элементы: на дорн крепится фитинг, на гильзу – труба. При этом нагревается внутренняя поверхность фитинга и внешняя часть трубы. Нагрев должен осуществляться одновременно. Пластик плавится в течение нескольких секунд – после этого элементы нужно быстро снять.
Шаг 3. Стыковка заготовок осуществляется вручную. Часть нагретой трубы вставляется в нагретый раструб фитинга. Соединять элементы нужно с первого раза, ни в коем случае не разъединять и не проворачивать их, иначе шов будет негерметичен. После стыковки дайте элементам остыть в течение нескольких минут.
Важно соблюдать время термического воздействия на пластик и время застывания соединенных элементов. Это зависит от диаметра трубы и толщины ее стенок. Как узнать подходящий временной интервал? Поможет эта таблица.
| Диаметр трубы, мм | Глубина прогрева, мм | Время нагрева, с | Время охлаждения, мин |
| 20 | 14 | 5 | 3 |
| 25 | 16 | 7 | 3 |
| 32 | 20 | 8 | 4 |
| 40 | 21 | 12 | 4 |
| 50 | 22,5 | 18 | 5 |
| 63 | 24 | 24 | 6 |

Выдерживая рекомендуемое время, вы получите в результате качественное и герметичное соединение. Если переусердствовать и перегреть пластик, он поплывет и забьет отверстие в трубе – тогда вода не будет проходить, а после монтажа будет сложно найти проблемное место. При недостаточном нагреве есть вероятность неплотного соединения деталей – шов будет пропускать воду, что со временем станет причиной протечки. И еще. Приступая к пайке пластиковых труб в первый раз, попрактикуйтесь на ненужных обрезках труб, чтобы не испортить нарезанные под размер. Попробовав несколько раз, вы легко доведете действия до автоматизма и сможете повторить алгоритм с деталями для трубопровода.
Теперь вы знаете, как паять пластиковые трубы и какие инструменты вам понадобятся. За короткое время вы сможете собрать водопровод в квартире, на даче или на предприятии. Сделав все правильно, вы получите надежную систему. Ведь пластиковые трубы служат очень долго: выдерживают температуру от -20 до +90 °C, не подвержены ржавлению и отложению налета на внутренних стенках. Лично осуществляя все этапы работ, вы можете быть уверены в том, что все соединения будут добротными и выдержат рабочее давление воды. Срок службы такого трубопровода может достигать 100 лет! И только представьте, что это сделаете вы своими руками.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре. Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе.
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Рекомендации по сварке
Следующие советы окажут помощь в процессе сварки:
- Трубы и необходимые для соединения элементы должны быть произведены одним изготовителем, чтобы они имели одинаковую температуру плавления;
- Перед приобретением паяльника желательно будет проверить его рабочий температурный режим.
- Нужно учитывать, что имеет значение не только марка оборудования, но и страна-производитель. Желательно остановить выбор на известном производителе.
- Важно содержать будущие участки соединения в чистоте. Пыль и грязь отрицательным образом влияют на качество спайки.
- Все работы нужно проводить при температуре окружающей среды не ниже 5ºС. Даже в этих условиях время нагрева значительно увеличивается, а соединения обретают ломкость.
Температура сварки полипропиленовых труб таблица
Техническая работа предполагает четкость расчетов, чтобы получить задуманный результат. Существуют правила, основанные на физических законах, и опыте мастеров своего дела, которые помогут избежать ошибок и избавить от сомнений. Эти законы распространяются на температуру, связанную с временем остывания. При покупке или аренде сварочного агрегата к нему прилагается справочник-инструкция, где указано, с какой температурой и сколько времени стоит уделить каждому из типов изделий. Не соблюдение этих норм повлечет за собой ухудшение качества окончательного продукта труда например – низкая герметичность или сужение пластиковой трубы и как следствие меньший объем циркуляции жидкости по ней.
Сочленение полипропиленовых труб невозможно без учета некоторых аспектов.
Нужно знать диаметр изделия, температуру среды в которой происходит работа и как долго прогревается «утюжек». Градусные значения рабочей среды необходимы для того, чтобы во время естественных передышек, без которых не обойдется ни один человек, интуитивно понимать сколько будут остывать составляющие детали. При низкой окружающей температуре среды полипропилен необходимо прогревать дольше чем при оптимальной. Чтобы не испытывать проблем с индивидуальными просчетами, прилагаем готовую таблицу.
Таблица примерных величин для правильного результата полимеризации при сварке полипропиленовых труб
| Диаметр трубы, мм. | Глубина сварки, мм. | Время нагрева, сек. | Время охлаждения, сек. | Температурный диапазон ˚C |
| 20 | 14-17 | 5 | 4 | 250-270 |
| 25 | 15-19 | 7 | 4 | 250-270 |
| 32 | 16-22 | 9 | 6 | 250-270 |
| 40 | 18-24 | 14 | 6 | 260-280 |
| 50 | 20-27 | 16 | 6 | 260-280 |
| 63 | 24-30 | 20 | 8 | 260-280 |
| 75 | 26-32 | 25 | 8 | 270-300 |
| 90 | 29-35 | 30 | 10 | 270-300 |
Альтернативы сварке ПП труб
Прежде чем принимать окончательное решение относительно способа, лучше познакомиться с другими вариантами, так как сваривать полипропиленовые трубы совсем необязательно. Есть возможность использовать альтернативные способы. К ним относятся компрессионные фитинги и «холодная» сварка — применение надежных клеевых составов. Оба варианта отличаются легкостью работ, минимальными затратами.
Использование компрессионных фитингов

Чтобы исполнить задуманное, мастеру будут нужны такие фитинги и обжимной ключ. Первые элементы оснащаются зажимными уплотнителями-кольцами, они исполняют роль демпферов в тех случаях, когда в системе возникают ударные нагрузки. Монтаж этих элементов происходит так:
- На подготовленный конец трубы надевают синюю гайку. Белое обжимное кольцо должно быть направлено к хвостовой части элемента.
- В фитинг трубу вставляют до упора, двигая зажимное кольцо. Синюю гайку сначала закручивают вручную, затем используют обжимной ключ.
В этом случае работа проходит без промедления, так как компрессионные детали не требуют дополнительных действий, они полностью готовы к работе. Температурные показатели для процесса также не важны. Операция эта проста, она не требует особых навыков и специальных знаний.
Холодная сварка полипропилена

Это соединение элементов с помощью термоактивных клеевых составов с эпоксидной смолой: например, LN-915 или его модификации. Такой клей «умеет» растворять третью часть состыковываемых поверхностей, обеспечивая необходимую диффузию. Для защиты рук от «агрессора» лучше надеть перчатки.
- После подготовки и обезжиривания элементов на стыки наносят клей, затем их соединяют.
- Нажим выдерживают в течение 3 минут, потом тканью удаляют выступившие излишки.
- Детали размещают на ровной поверхности, оставляют как минимум на 6 часов.
Проверку на герметичность проводят только спустя сутки. Минус метода — возможность использования холодной сварки только для систем холодного водоснабжения. Перед работой надо обеспечить два условия — достаточную влажность и температуру (от 5 до 35°). Операцию необходимо проводить быстро, так как клей не должен преждевременно схватиться.
Самостоятельная работа не сможет вызвать серьезных затруднений, так как сваривать полипропиленовые трубы довольно просто. Нужно только:
- точно соблюдать технологию горячей сварки;
- следить за временем (не думать о секундах свысока);
- обеспечить правильную подготовку поверхностей;
- и корректно проводить каждый этап операции.
Предварительный «разогрев» — тренировку на обрезках труб и недорогих фитингах рекомендуют проводить все мастера, потому что она поможет понять нюансы сварки полипропилена и получить хоть какой-то опыт.
Следующее видео покажет весь процесс:
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Каковы основные преимущества такого соединения элементов?
К наиболее значимым особенностям рассматриваемого способа совмещения отдельных звеньев конструкции вполне справедливо относят:
- Высокая скорость сборки конструкции без ущерба для конечного результата.
- Используя сочетание без сварки, мастер значительно сокращает вероятность протечки.
- Низкая цена реализации указанных процессов.
Кроме того, холодная сварка составляющих из пвх может выполняться путем склеивания. Данный способ не уступает «горячей» фиксации по итоговому качеству соединения и их стоимости, а иногда и помогает сэкономить, поскольку исключаются затраты на электроэнергию.
При какой температуре осуществляется сварка ПВХ патрубков?

Если речь идёт о «горячих» способах компоновки элементов, то оптимальная температура фиксации составляет 260 градусов, а вот назвать количество времени, которое потребуется для достижения аппаратом такой температуры назвать сложно, поскольку оно зависит от температуры воздуха на момент прогрева устройства.
С помощью горячей компоновки можно эффективно комбинировать участки конструкции самого разного, в том числе и большого диаметра.
Мастеру, запланировавшему сборку системы, потребуется следующий инструментарий:
- Аппарат для спаивания ПВХ стыков, оснащенный подвижным приводом.
- Приспособление для резки материала.
- Спирт или ацетон для обезжиривания элементов.
- Тряпки.
- Рулетка или сантиметр.
- Карандаш или маркер.
Если вы хотите более подробно узнать о таком материале как поливинилхлорид, то тогда переходе по этой ссылке и углубляйтесь в процесс познания.
Как подготовить материал и инструмент к началу сборки?
Подготовка аппарата осуществляется в рамках следующей схемы:
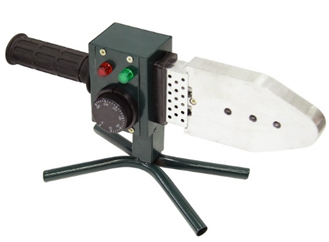
Протон ППТ-1200
- Насадки тщательно протираются заранее приготовленной ветошью и устанавливаются на устройство.
- Прибор включается в сеть и прогревается до рабочей температуры.
- Пока идет прогрев, необходимо проверить состояние резака. Если срез получается ровным, без дефектов, то резак готов к работе, если погрешность все — таки есть, то инструмент необходимо заменить или наточить.
Важно: все используемые материалы должны быть тщательно очищены перед началом сборки. Те изделия, которые входят в устройство недостаточно плотно должны быть заменены. Сварка водопровода пвх своими руками предполагает необходимость предварительной нарезки отдельных частей конструкции для оптимизации последующих манипуляций. Если диаметр деталей, с которыми предполагается работать, превышает 40 мм, то необходимо делать скос. Такая манипуляция позволит избежать дефектов в процессе монтажа.
Как осуществляется монтаж полифузным способом?
Полифузная фиксация труб осуществляется следующим образом:
- Фитинг надевается поверх предварительно прогретой насадки. Стоит помнить о том, что стенки данной детали толще, чем у патрубков, поэтому греть придется более тщательно.
- После фитинга на насадку надевается и часть, с которой он будет соединяться. Последовательность важна, поскольку фитинг прогревается дольше. Более детально процесс прогрева деталей можно рассмотреть в видео:
- Если нагреваемые части достаточно плотно «сидят» на насадках, то допустимым и даже желательным считается их вращение. Такие манипуляции позволят сделать нагрев более равномерным.
- По окончании прогрева обе части следует снять с прибора и аккуратным, неторопливым движением соединить их. После соединения готовую конструкцию необходимо оставить и дождаться её охлаждения.
Как осуществляется монтаж труб пвх с помощью электрофитинга?
Процесс подготовки к началу соединения элементов в рамках рассматриваемого способа осуществляется также, как и при полифузной сварке. После выполнения тщательной очистки труб и соединительных деталей, их можно поместить в электрофитинг. Для того, чтобы начать разогрев деталей, необходимо нажать на кнопку начала работы (обычно «старт»). После того, как детали достаточно нагреются для качественного соединения, нагрев будет прекращен в автоматическом режиме.
К основным преимуществам рассматриваемого способа соединения труб традиционно относят высокую скорость выполнения спайки, достигаемую без ущерба для качества. Рассматриваемый способ применяется в тех случаях, когда речь идет о больших объемах работ. Как правило, монтаж любых разновидностей труб, в том числе и сварка труб пвх 32 не доставляет существенных сложностей.
Цена рассматриваемой услуги зависит от многих вспомогательных факторов, таких как диаметр труб, диаметр стыков. Как правило, единицей для измерения выполненных работ используется м.п. — метр погонный. К примеру, прокладка канализационных труб, диаметров в 100 мм в среднем обходится в 300 рублей (100 — 120грн) за метр, при этом монтаж деталей, диаметром в 50 мм будет стоить 150 рублей (40 — 60грн). Цена может меняться в зависимости от текущих условий работы и индивидуальных пожеланий заказчика
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
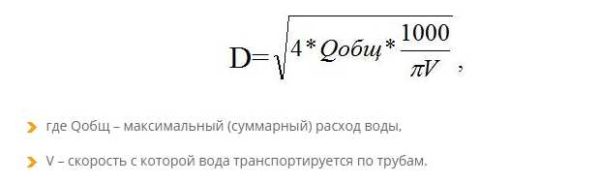
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.

Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
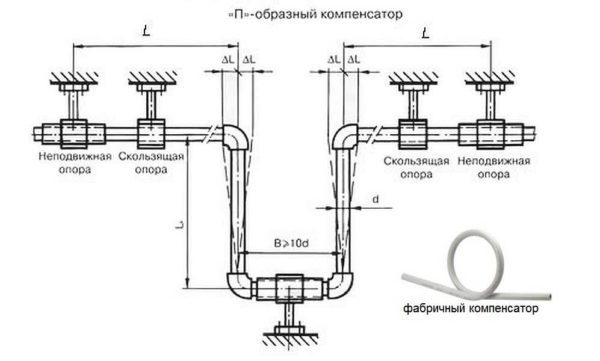
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.

Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
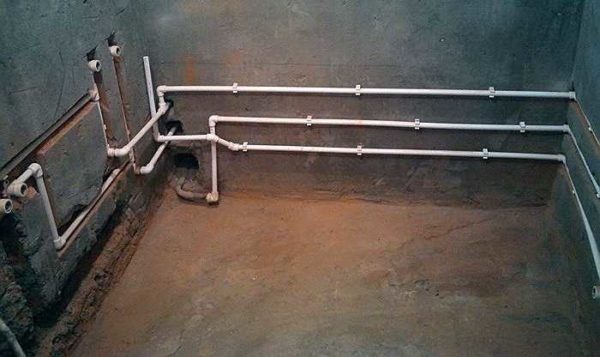
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Как правильно паять полипропиленовые трубы армированные стекловолокном

Полипропиленовые армированные трубы для отопления и водопровода являются совсем новым материалом, который присутствует на рынке всего несколько лет. Поэтому многих интересует – в чем заключается преимущество этих труб и так ли важна армировка? Далее мы постараемся ответить на этот вопрос и рассмотрим все особенности полипропиленовых труб.
Недостатки полипропилена
Полипропиленовые трубы стали одним из самых популярных видов пластиковых труб, так как обладают рядом положительных качеств (узнайте здесь, как и с какой целью применяются дренажные трубы на участке).
Однако, они не лишены недостатков, которые связаны с особенностями самого материала:
- Полипропилен является легкоплавкой пластмассой;
- Обладает высоким коэффициентом теплового расширения.
Теплостойкость
Заявленная температура плавления материала составляет 175 градусов по Цельсию, однако, размягчаться он начинает при гораздо меньшей температуре – 140 градусов. Гарантированная же температура, при которой изделия соответствуют всем заявленным характеристикам и трубопровод работает как положено, составляет 95 градусов по Цельсию (у некоторых сортов и того меньше).
Такой большой температурный «запас» связан с тем, что при одновременном воздействии на стенки полипропиленового трубопровода одновременно высокой температуры и давления, его стойкость значительно меньше, чем при воздействии этих факторов по отдельности.
Температурное расширение
Как известно, при нагреве все материалы расширяются, только одни больше, а другие – меньше. Полипропилен относится к тем, которые расширяется очень сильно. Конечно, для холодного водопровода это свойство значения не имеет, но при обустройстве систем отопления или горячего водопровода, доставляет массу проблем:
| Эстетика | При удлинении, трубопровод идет малопривлекательными волнами |
| Целостность декоративных покрытий | В случае скрытого монтажа трубопровода, к примеру, в покрытии стен или под стяжкой, расширение приводит к растрескиванию покрытия. |
Решение проблем
Как вы наверняка догадались, решением всех вышеперечисленных проблем являются армированные трубы из полипропилена. Дело в том, что армировка служит прочным каркасом для трубы, который не позволяет ей увеличиваться при нагреве в длину и ширину.
Кроме того, при чрезмерном нагреве, армировка не позволяет трубе раздуваться и лопаться. Правда, заявленная производителями максимальная рабочая температура, все равно составляет 95 градусов по Цельсию, но армированные трубы все же гораздо более термоустойчивы.
На сегодняшний день существует два вида армировки:
- Алюминием;
- Стекловолокном.
Алюминий
Полипропиленовые трубы армированные алюминием состоят из нескольких слоев, между которыми располагается алюминиевая фольга. Слои между собой склеиваются полипропиленовым клеем.
Обратите внимание! Качество многослойных изделий во многом зависит от качества клеевого соединения. Поэтому не редко дешевые трубы при определенных условиях эксплуатации расслаиваются.
Стекловолокно
Стекловолокно является альтернативой алюминию. Как и в предыдущем случае, снаружи и внутри изделия расположены слои полипропилена, а внутри располагается слой стекловолокна. Причем, все слои получаются монолитными.
Внутренний слой этих изделий сваривается с наружным и внутренним. В результате, полипропилен скрепляет волокна стекловолокна, а стекловолокно в свою очередь не дает ему деформироваться. В отличие от предыдущего типа армировки, при использовании стекловолокна, клей не применяется.
Схема армирования стекловолокном
Недостатком стекловолокна является то, что оно увеличивает вес изделия, но за то цена его цена немного снижается. Правда, стоимость во многом зависит от производителя.
Кроме того, следует отметить, что армированный стекловолокном трубопровод отопления насыщают теплоноситель кислородом, в результате чего котлы ржавеют. Однако, по мнению многих специалистов, данная проблема больше надуманная, чем реальная, так как конкретных цифр не существует.
Особенности монтажа
Пайка армированных полипропиленовых труб выполняется по тому же принципу, что и обычных полипропиленовых изделий:
- В первую очередь изделия нарезаются по размеру, в соответствии со схемой будущего трубопровода;
- Затем фитинги и трубы нагреваются специальным паяльником до размягчения;
- Разогретые элементы совмещаются и удерживаются в таком положении до застывания материалов, в результате чего получается надежное соединение.
Однако, имеется и разница – инструкция по монтажу труб, армированных алюминием, содержит еще один технологический процесс. Прежде чем разогреть изделие паяльником, его необходимо зачистить, т.е. снять слой алюминия.
Если алюминиевый слой расположен снаружи, операция выполняется следующим образом:
- Трубу надо вставить в специальную простенькую муфту с ножами
- Далее надо своими руками несколько раз провернуть инструмент.
- После этого выполняется спайка по стандартной схеме.
Обратите внимание! Полипропиленовые трубы для отопления армированные алюминием должны содержать сплошную фольгу. Для водопровода горячей воды можно использовать перфорированное армирование.
Для труб с армировкой расположенной внутри, используется инструмент немного более сложный – торцеватель. Принцип его работы заключается в том, что он с торца трубы выбирает внутренний слой, благодаря чему обеспечивается надежный стык элементов трубопровода.
Данная операция предотвращает:
- Расслаивание трубопровода;
- Разрушение алюминия в результате электрохимических процессов, которые возникают при наличии в металлах разницы потенциалов.
Что касается пайки изделий, армированных стекловолокном, то процесс ничем не отличается от пайки однослойного полипропилена.
Совет! Отличить полипропиленовые трубы, армированные стекловолокном, можно по стыку – они имеют три слоя примерно одинаковой толщины.
Вот и все особенности, с которыми надо ознакомиться, перед тем как паять армированные полипропиленовые трубы.
Продолжительность нагрева, время охлаждения
Тема «Как сваривать полипропиленовые трубы» на этом не заканчивается, так как простейшая (на первый взгляд) операция имеет большое количество «подводных камней». Если не ориентироваться на цифры, то полной полимеризации стыкуемых элементов добиться не получится. По этой причине любому мастеру необходимо иметь при себе следующую таблицу:
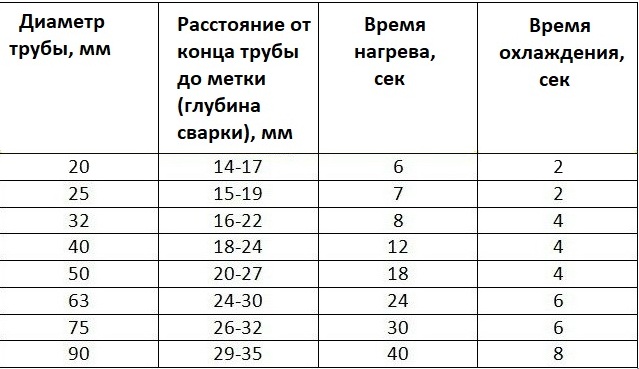
Недостаточный нагрев не даст возможности обеспечить максимально надежное соединение. Поговорка «лучше перебдеть, чем недобдеть» в этом случае тоже не работает: долгое прогревание закончится тем, что полимер попросту потечет. Детали неминуемо деформируются. Самым серьезным последствием станет уменьшение внутреннего диаметра на этих участках водопровода. Причина — выступы на сварных швах.
Ошибки при работе с полипропиленовыми трубами
К любому начинающему мастеру опыт приходит вместе с ошибками. Трудно их избежать и при «общении» с полипропиленовыми изделиями. С самыми частыми из них лучше познакомиться еще до перехода к практическим занятиям.
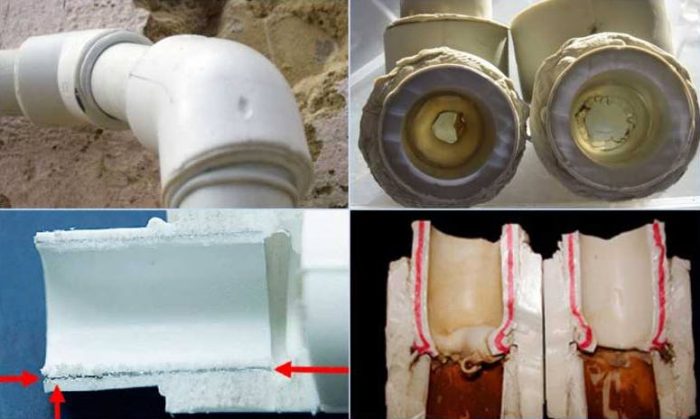
- Недостаточно качественное обезжиривание. Оно не в состоянии гарантировать стопроцентный результат. Жировая пленка — причина, по которой на таких участках диффузное сваривание происходит частично. Если они большие, то его может не произойти совсем.
- Неполная очистка трубы от армирующего слоя из фольги. В этом случае даже небольшой участок, где остался чужеродный материал, становится слабым звеном. Качественная пайка на нем невозможна, а результатом невнимательности будет авария — протечка водопровода.
- Некорректное нагревание элементов на оборудовании. Идеально ровное положение деталей на этом этапе обязательно. Даже минимальное смещение может повлиять на надежность, эксплуатационные характеристики любой системы.
- Неточная состыковка элементов. После их соединения идеальным будет отсутствие любых нелинейных смещений. Даже малейший поворот относительно оси негативно скажется на качестве шва. Он получится недостаточно прочным.
- Корректировка соосности после стыковки. Ее продолжительность — 1-2 секунды. Более длительное время уже повлияет на надежность соединения. Несоосность на небольших участках не будет видна, но на длинной линии она станет заметной.
- Неплотное вхождение трубы в фитинг — еще одна потенциальная (и распространенная) ошибка. Конец ее обязан входить до разметочной линии или до самого ободка, который присутствуют на некоторых пластиковых изделиях.

Еще одна потенциальная проблема — провисание длинных участков (4-5 м). Полипропиленовым трубам свойственно линейное расширение под действием высоких температур, либо при повышении давления. Чтобы избежать этого явления, используют компенсаторы. Их можно приобрести в магазине или создать своими руками. Простейшее самодельное устройство — петля, сделанная из пластиковой трубы.
При любых сомнениях в качестве шва, участок, вызывающий подозрения, лучше вырезать, а затем переделать. Своевременное устранение дефектов (в процессе монтажа) позволит избежать замены стыка в работающей системе.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
20 | 4 | 5 |
25 | 4 | 7 |
32 | 4 | 8 |
40 | 6 | 12 |
50 | 6 | 18 |
63 | 6 | 24 |
75 | 8 | 30 |
90 | 8 | 40 |
110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.






